
Membrane switches have become essential in modern electronic design, offering a thin, sealed, and highly durable interface that mechanical buttons can’t match. They’re used in everything from medical devices to industrial control panels because they provide a clean surface, consistent actuation, and long service life even in demanding environments.
As products move toward slimmer profiles and higher reliability standards, membrane switches deliver a flexible platform that integrates graphics, circuitry, lighting, and tactile response in one compact assembly.
This guide breaks down how membrane switches work, how they’re manufactured, and why they remain a preferred choice for engineers across many industries.
What Is a Membrane Switch?
A membrane switch is a thin, flexible electrical switch that completes a circuit when pressed. It’s used in many electronic devices where space-saving, cleanability, and durability are important. Common examples include microwaves, hospital monitors, and control panels.
Unlike mechanical buttons, membrane switches are made from printed layers of plastic film. This layered structure helps protect the circuitry from dust, moisture, and chemicals, making it ideal for demanding environments.
The Anatomy of a Membrane Switch
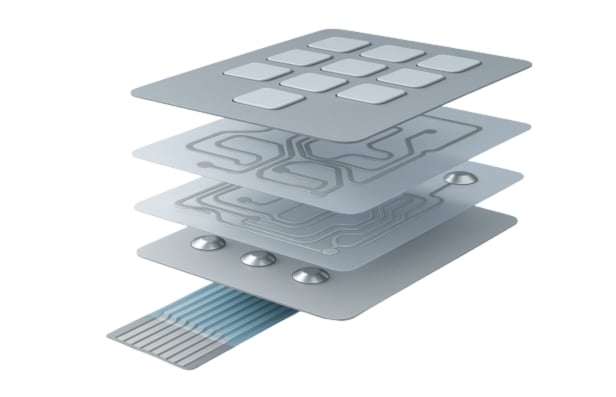
Membrane switches typically include five to seven layers:
- Graphic Overlay – The top layer with printed symbols and branding.
- Spacer Layer – Creates air gaps between circuits.
- Printed Circuit Layer – Made with conductive ink printed on PET film.
- Tactile Dome (optional) – Provides click feedback when pressed.
- Backer & Adhesive – Used to mount the switch onto a surface.
These flexible layers are bonded together using precision adhesives. When a user presses a button, the top layer flexes, completing the circuit on the bottom layer.
Membrane Switch Manufacturing Process
Step 1: Design and Material Selection
The process starts with a custom design tailored to the product. Engineers at Butler Technologies, Inc. (BTI) can help determine the layout, materials, tail connections, tactile feedback, and LED indicators if needed. Material selection includes overlay films, adhesives, and ink systems, all chosen based on durability, appearance, and performance.
Step 2: Screen Printing
Circuit traces are printed on flexible polyester using conductive inks—usually silver or carbon. This is the core of membrane switch manufacturing, forming the electrical paths. The graphic overlay is also printed with symbols, branding, and color codes. Screen printing ensures consistency, durability, and high-resolution detail.
Step 3: Cutting and Embossing
After printing, each layer is die-cut or laser-cut to match the keypad shape. Precision cutting ensures proper alignment of all components. Buttons can be embossed into the overlay layer for a raised tactile feel or left flat for a clean, minimal design. Vent holes and windows for LEDs or displays are also cut at this stage.
Step 4: Layer Assembly
All layers, graphic overlay, adhesive, spacer, and circuit, are laminated together in clean conditions using heat and pressure. Registration marks and tooling pins ensure precise alignment. Metal domes and LED components are placed if required. The assembly process is tightly controlled to prevent dust and ensure long-term reliability.
Step 5: Testing and Quality Control
Each membrane switch undergoes electrical and mechanical testing. Tactile feedback, contact resistance, circuit continuity, and visual alignment are evaluated. Testing is especially important in medical and industrial applications where performance is critical. Only switches that pass all checks proceed to final packaging.
Customization Options and Advanced Features
- Backlighting: Add LED or EL backlighting with light-guide films to illuminate icons or buttons.
- Embossing: Enhance key visibility and tactile feel with domed or rim-shaped embossing.
- Integrated Components: Add touch pads, flex sensors, or printed potentiometers for hybrid functionality.
- Environmental Sealing: Use gaskets or coatings to achieve high IP ratings for water or dust resistance.
- Graphics and Branding: Match corporate colors, textures, or logos. Overlay designs can be fully customized to elevate aesthetics and usability.
If you want a deeper breakdown of how different actuation styles affect user experience, explore our guide comparing tactile vs non-tactile membrane switches.
Advantages of Custom Membrane Switches
- Slim Design: Perfect for space-constrained products.
- Durability: Withstands cleaning agents, chemicals, and frequent use.
- Custom Graphics: Match brand colors and icons.
- Backlighting: LED integration for dark environments.
- Flexible Tails: Easy to connect to PCB assemblies.
Custom membrane switches are ideal when you need a tailored interface that matches your product’s functionality and style.

Applications of Membrane Keypads
Membrane keypads are used across industries:
- Medical devices
- Consumer electronics
- Industrial controls
- Automotive systems
Why Choose a U.S.-Based Membrane Switch Manufacturer?
Working with membrane switch manufacturers in the USA, like Butler Technologies, offers clear advantages:
- Faster prototyping
- Easier communication
- Quality control under ISO standards
- Expertise in printed electronics
BTI specializes in designing and producing custom membrane switches for complex applications. With advanced materials, in-house printing, and engineering support, they ensure every keypad performs reliably from the first press to the millionth.
Why Butler Technologies Inc.?
As a trusted membrane switch manufacturer, Butler Technologies, Inc. brings 35+ years of experience in printed electronics. Whether you're building a next-gen medical device or an industrial control panel, BTI offers custom design, fast prototyping, and U.S.-based manufacturing all under one roof.
Summary
Membrane switches are a core part of modern interface design. Through printed electronics, they offer thin, durable, and fully customizable control solutions. If you're searching for a dependable membrane switch manufacturer, BTI is your partner for quality, speed, and precision.